Et là, miracle de la technologie, vous allez voir trois fenêtres, oui 3 !!
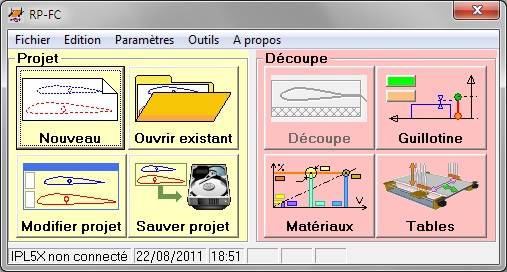
- La fenêtre principale qui permet d'accéder à toutes les fonctions importantes de RP-FC directement:
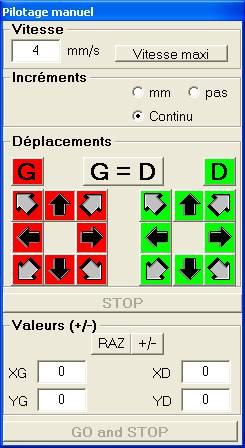
- La fenêtre de pilotage manuel qui est bien tentante :
- La fenêtre de paramétrage de la table qui n’apparaît automatiquement que lors du premier lancement du programme. Par la suite vous devrez passer par « Paramètres/Tables »
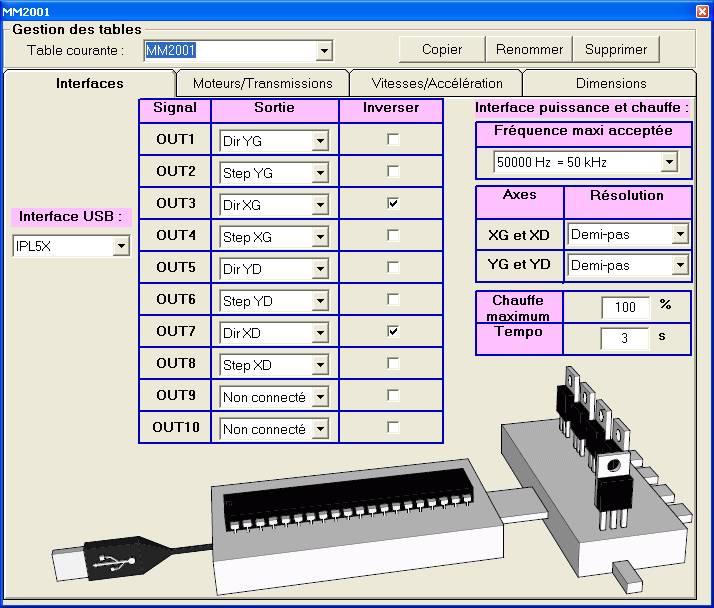
Ce serait bien étonnant que les déplacements manuels fonctionnent correctement sans avoir paramétré la table. Il faut donc commencer par le premier onglet « Interfaces » et vérifier que les affectations des sorties de IPL5X soient correctes. Si nécessaire il faut les modifier à l’aide des listes déroulantes. Arrangez vos fenêtres pour que la fenêtre de pilotage manuel soit visible en même temps, cela vous permet de tester vos modifications. Sur l’exemple, vous verrez que les directions de XD et XG sont inversées, c’est simplement pour garder la même configuration que RP-FMS.
Pour le reste, gardez les paramètres par défaut : fréquence à 50000 Hz (pensez à mettre à jour votre MM2001 en version HL, voir le site), résolution demi-pas, c’est ce qui permet les meilleures performances avec des petits moteurs, chauffe maximum : a vous de voir, faites un test en chauffage manuel sur IPL5X auparavant.
La valeur « Tempo » représente le temps qui va être utilisé par le programme pour attendre que le fil chauffe avant de commencer une découpe. Ce même temps sera utilisé pour attendre le refroidissement du fil après découpe.
A ce stade, vos moteurs doivent commencer à bouger, mais ce n’est pas fini, il faut passer par le second onglet :
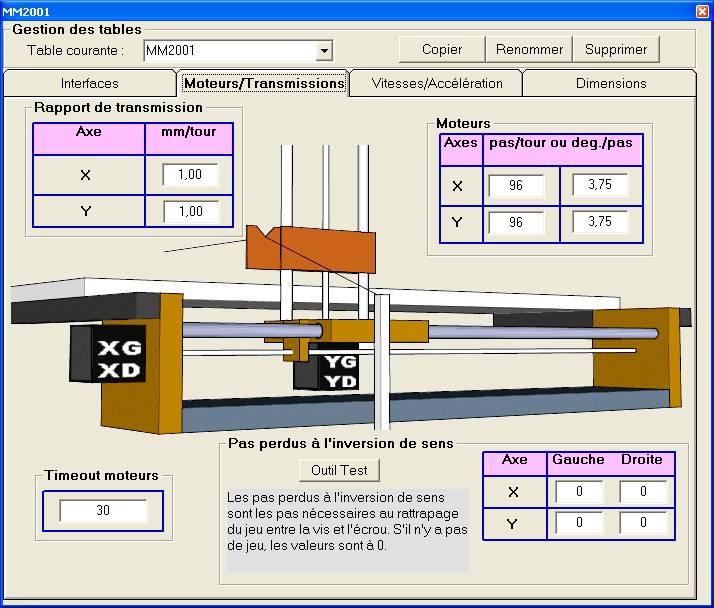
En commençant par saisir le rapport de transmission (le pas des vis si transmission par vis, le rapport entre les poulies si transmission par courroie), puis le nombre de pas par tour : on a la possibilité de saisir un nombre de pas par tour ou bien un angle par pas. La conversion se fait automatiquement.
La valeur « Timeout moteurs » donne le nombre de secondes après lesquelles les moteurs ne seront plus alimentés. Cela permet de ne pas les oublier et donc de ne pas les faire chauffer inutilement.
Le cadre « Pas perdus à l’inversion de sens » permet de rattraper le jeu entre les vis et les écrous. Pour le moment, ce n’est pas indispensable.