Nous nous rendons donc dans « Paramétrages/Tables », sur le troisième onglet, celui des vitesses/accélérations
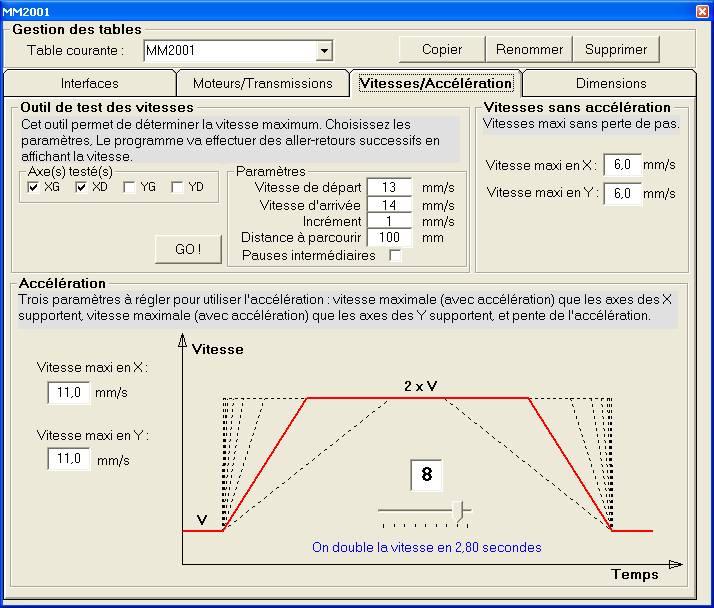
Le but de cet onglet est de renseigner les vitesses maxi avec et sans accélération. Les axes X et Y sont différenciés mais on considère que les chariots gauche et droite ont les mêmes caractéristiques.
Pour faciliter la tâche, nous avons créé un petit outil de test des vitesses.
Commencer par cliquer sur un des axes (XD, XG, etc…) ou sur plusieurs puis renseigner le tableau des paramètres :
1. Vitesse sans accélération:
Le but est de déterminer la vitesse maximum à laquelle les moteurs sont capable d'aller en partant de 0mm/s mais aussi en cas de changement de direction et ceux sans perdre de pas.
Les étapes à suivre:
a. mettre la vitesse maximum sans accélération à 50mm/s
b. mettre la vitesse maximum avec accélération à 50mm/s
c. lancer l'outil test en partant de 1mm/s jusqu'à 20mm/s, incrément de 1mm/s, distance 50mm.
d. durant le test, le moteur va perdre des pas soit au changement de direction, soit au démarrage. Lorsque cela arrive, il faut noter la valeur de la vitesse courante et retiré l'incrément pour déduire la valeur maximum. Exemple: perte de pas à 6mm/s sur changement de direction, 6mm/s-1mm/s (l'incrément) = 5mm/s. Donc 5mm/s est la vitesse maximum que les moteurs peuvent atteindre sans avoir à faire appel à l'accélération.
e. renseigner la valeur maximum sans accélération déterminée
f. répéter l'opération depuis le point c pour tous les axes
Toutes les valeurs ci-dessus sont données à titre indicatives, il faut les adapter en fonction de votre CNC. Vous pouvez par exemple réduire l'incrément pour être plus précis sur la vitesse max.
2. Vitesse avec accélération:
Le but est de déterminer la vitesse maximum à laquelle les moteurs sont capable d'aller en accélérant. Le départ et l'arrêt du trajet se font à vitesse maximum sans accélération, c'est pour ça qu'il est important de passer par l'étape 1.
Les étapes à suivre:
a. mettre la vitesse maximum avec accélération à 50mm/s
a. mettre la pente d'accélération à 5
c. lancer l'outil test en partant de 5mm/s (la vitesse max sans accélération) jusqu'à 30mm/s, pas de 1mm/s, distance 100mm.
d. durant le test, le moteur va décrocher/se bloquer durant l'accélération. Lorsque cela arrive, il faut noter la valeur de la vitesse courante et retiré l'incrément pour déduire la valeur maximum. Exemple: perte de pas à 19mm/s à l'accélération, 19mm/s-1mm/s (l'incrément) = 18mm/s. Donc 18mm/s est la vitesse maximum que les moteurs peuvent atteindre en faisant appel à l'accélération.
e. renseigner la valeur maximum avec accélération déterminée
f. répéter l'opération depuis le point c pour tous les axes
Toutes les valeurs ci-dessus sont données à titre indicatives, il faut les adapter en fonction de votre CNC.
Pour optimiser l'accélération, on peut refaire l'étape 2 en diminuant la pente d'accélération. Cette valeur correspond au temps pour passer d'une vitesse à une autre. Plus la valeur est faible plus l'accélération est forte.
Le mieux est d'avoir une valeur de pente faible ce qui permet de gagner du temps mais également de rendre l'accélération quasi inaperçue lors d'une découpe. Il faut donc trouver un compromis entre vitesse max et pente d'accélération.
Vous pouvez trouver un tutoriel complet de Renaud en vidéo à la page tutoriels vidéo de RP-FC
Dernier onglet et on a fini pour le paramétrage de la table
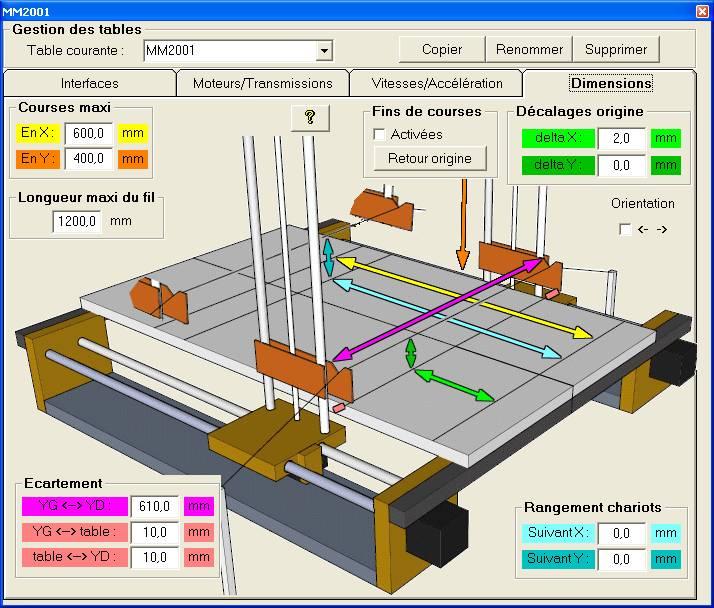
Là, on vous a vraiment mâché le travail : il suffit de se repérer sur le dessin pour remplir les cases !!!
Noter simplement la petite case à cocher « Orientation » qui permet de représenter votre table sur l’écran telle que vous la voyez : ça c’est classe !!!
La gestion des fins de course n’est pas encore fonctionnelle de même que les décalages origine et le rangement des chariots.
Les courses maxi vont permettre de vérifier avant une découpe que celles-ci ne seront pas dépassées.
A noter aussi deux valeurs fort intéressantes, en bas à gauche : il s’agit de la distance entre le porte-fil et le bord de la table. Ces distances seront utilisées pour les calculs et pour le positionnement précis des blocs sur la table.
Voilà, c’est terminé pour les tables. Mis à part que vous pouvez conserver plusieurs paramétrages pour plusieurs tables, c’est le but des boutons « Copier », « Renommer » et « Supprimer ».
Dans le cas de plusieurs tables, c’est la table visualisée en dernier lieu qui devient la table « courante » dont les paramètres seront utilisés pour les autres fonctions du programme.
Dernière précision : les informations sont stockées dans un fichier RP-FC.ini. Ce fichier est modifiable « à la main » mais ce n’est pas conseillé…